
-
 全国客户服务热线:
15285111949,15869539513
全国客户服务热线:
15285111949,15869539513
全国客户服务热线:

贵州智慧宏泰机械设备制造有限公司为您免费提供贵阳塑料造粒机,贵阳塑料机械设备,贵阳塑料挤出机厂家等相关信息发布和资讯展示,敬请关注!
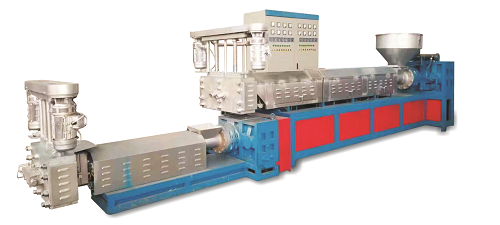
挤出成型温度控制贯穿于贵阳塑料挤出机加料段(给料段)、熔化段(压缩段)和计量段(均化段),温度升高的热量来源一在于外部加热,二来自于内部机械摩擦、剪切等。下面小编就给大家介绍下贵阳塑料挤出机成型过程的温度如何控制。
挤出模具模体温度控制,目的是为防止熔体在模体内降温,一般设定在185℃左右,大部分产品的生产过程中,温度设置在这区间都没问题,个别产品(波纹管)比这要高、达到190℃。

口模段温度:一般设定在190℃~210℃,视产品挤出时表面光亮度与挤出压力大小而定。一般来说,适当增加口模温度,可以少量降低挤出机的内部的摩擦剪切热的产生,反之亦然。
给料段的料筒温度一般控制在100~140℃ 。若给料温度过低,使固体输送区延长,减少了塑化区和熔体输送区的长度,会引起塑化不良,影响产品质量。实操中,也有建议给料段温度设定在185-195℃,因为给料段温度是电加热器传递热给螺筒、显示的温度是该段螺筒的温度,并非是物料温度。物料温度往往远远低于显示温度,实际中物料温度仅仅为100~130℃.
物料塑化区的温度控制在170~190℃。控制该段的真空度是一个重要的工艺指标,若真空度较低,会影响排气效果,导致管材中存有气泡,严重降低了管材的力学性能。为了使物料内部的气体容易逸出,应控制物料在该段塑化程度不能过高,同时还要经常清理排气管路以免阻塞。料筒真空度一般为0.08~0.09MPa。以上就是关于塑料挤出机成型过程的温度如何控制的相关介绍。
贵阳塑料造粒机哪家好?贵阳塑料机械设备报价是多少?贵阳塑料挤出机厂家质量怎么样?贵州智慧宏泰机械设备制造有限公司专业承接贵阳塑料造粒机,贵阳塑料机械设备,贵阳塑料挤出机厂家,,电话:15285111949


 贵公网安备 52012302007264号
贵公网安备 52012302007264号